В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь немного поговорим о пайке этих труб.
 Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова:
Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова:
Словарную диффузионную сварку, зовём пайкой
Сварочный аппарат, называем паяльником или вовсе утюгом
Полипропилен называем «поликом» или «ППР»
Цвета называем так:
Белый — Турок. (Хотя Валтек тоже делает белый и качество труб на высоком уровне)
Серый — Чех
Зелёный — Немец
Инструмент
Для «пайки» труб понадобятся: Паяльник —»Сварочный аппарат»  Труборез или ножницы
Труборез или ножницы  Зачистка или торцеватель
Зачистка или торцеватель

«Паяльник» это тот самый инструмент, без которого монтаж полипропиленовых труб невозможен в принципе. Что касается ножниц, то трубу можно отрезать и ножовкой по металлу или даже болгаркой. Только вот края надо будет зачистить от лишней «бохромы».
Касательно зачистного инструмента, если его нет, то можно выбрать трубу с армировкой из стекла волокна.
Монтаж:

Для того чтобы собрать систему из таких труб, существует множество разных фитингов и соединителей.
Можно собрать абсолютно любую систему:




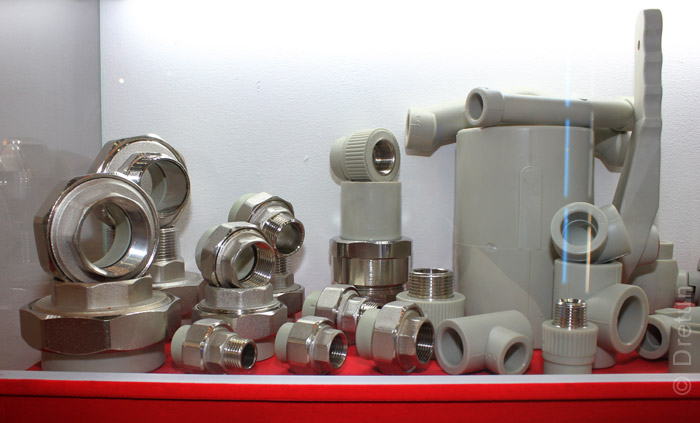



Шаровый кран под пайку:

Пайка
Средняя температура сварочного аппарата должна быть установлена на отметку 260 градусов.

Конечно для каждого диаметра есть более тонкие настройки настройки температуры и на дорогих аппаратах, нужная температура вставляется автоматически если указать диаметр свариваемой трубы.
Выставили мы температуру на 260 градусов, одели нужную насадку и теперь нам осталось запомнить время, в течении которого надо нагревать трубу.
16-ю греем 5 сек. после чего её надо зафиксировать секунда на 6-7 чтобы пайка была качественной.
20-ю греем так же 5 сек.
25-ю — 7 сек.
32-ю — 8 сек.
40-ю — 12 сек.
Теперь подробнее.
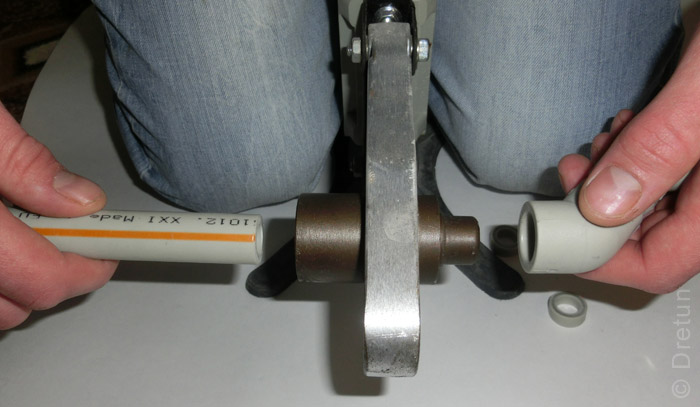
Берём в руки трубу с муфтой и пробуем их состыковать без нагрева. Если это возможно, то качественного соединения не будет, заменить комплектующие и пользуйтесь по возможности соединителями одного производителя в одной системе.
После того как выяснили что в руках держите то что нужно и можно спаять, надеваем на насадку сварочного аппарата сперва фитинг (он более толстый) а потом трубу.
Но это книжный пример и насадить на паяльник фитинг и трубу по отдельности очень сложно. Запихивайте одновременно, а вот доставать уже можно сперва трубу, а за тем и соединитель.
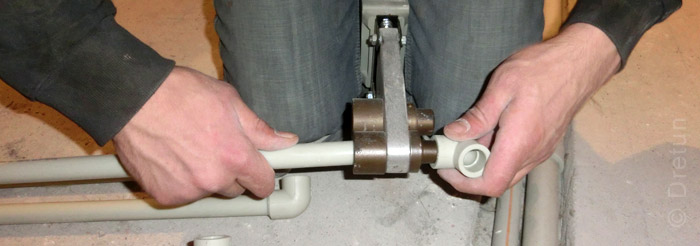


Вот так выглядят разогретые фитинги:

Теперь их нужно соединить.

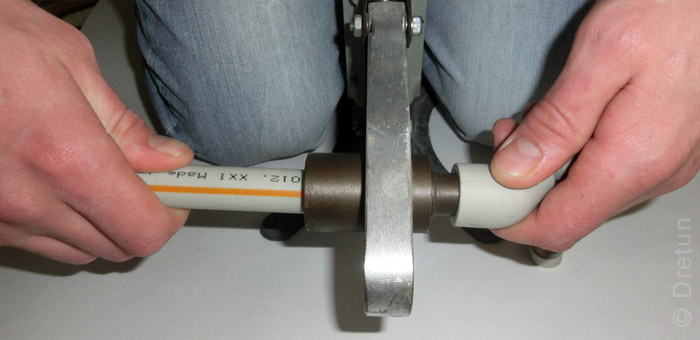
При нагреве важно до конца вставить трубу в насадку. Для уверенности перед пайкой на трубе можно сделать метку на сколько труба должна зайти в насадку.

При нагреве элементы нельзя крутить на паяльнике. Хотя и производитель запрещает повороты, я всё же так поступаю, но повороты совсем небольшие, я бы даже сказал это некие шевеления для облегчения надеть трубу с фитингом. Бывает так что уголок очень туго налазят на насадку, Часто такое бывает на больших диаметрах, например 40 мм. В этом случае, паяльник относительно деталей можно на пару градусов шевелить туда-сюда.
Если вы будете крутить детали или паяльник более чем на, примерно 5 градусов, то части пластика останутся на насадке которые потом будут дымиться, а пайка может быть некачественной. Так что по возможности лучше не поворачивать и тем более не крутить и не проворачивать.
После того как насадили элементы полностью начинаем отсчёт в 5 секунд в случае с трубой 20 мм. или 8 сек в случае с 32-й трубой.

По истечении этого времени, снимаем сперва трубу, а за ней и фитинг.
Быстро, но без суеты соединяем эти два элемента. После соединения, у вас ещё есть пара секунда для правки соосности. По истечении 2-3 сек. регулировку соосности необходимо прекратить. В противном случае стык потечёт.

После стыка дайте изделию остыть примерно в течении 20 секунд, неподвижно зафиксировав соединение.
Если вы паяете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. В последующих стыках возьмите во внимание сквозняки и температуру окружающей среды.
Если вы работаете на сквозняке и температура к примеру ниже +10, тогда время нагрева надо немного увеличить на 1-3 сек. в зависимости от диаметра. В противном случае Вы рискуете не успеть состыковать нагретые элементы, либо время на правку соосности не остаётся ни секунды.
Недогрев
Если вы недогреете трубы, то вы либо не сможете их соединить, либо стык в последствии потечёт.
Перегрев
При перегреве, вы рискуете заплавить проходное отверстие.
Если пайка произведена правильно, но проходное отверстие не имеет заужений.

Отрезать трубу можно не только ножницами:
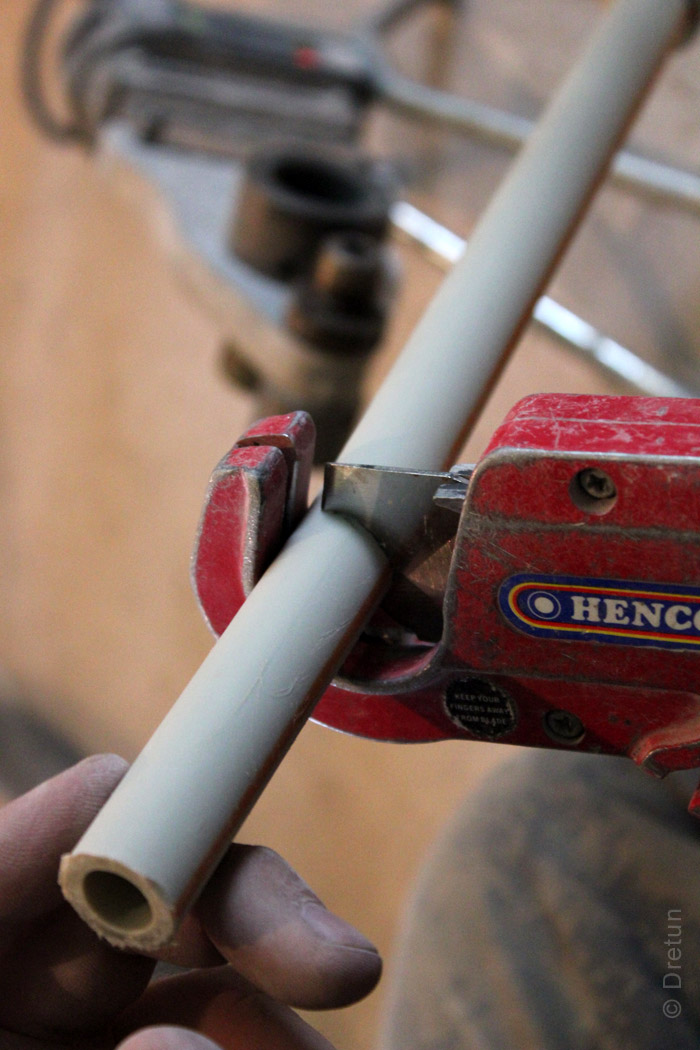
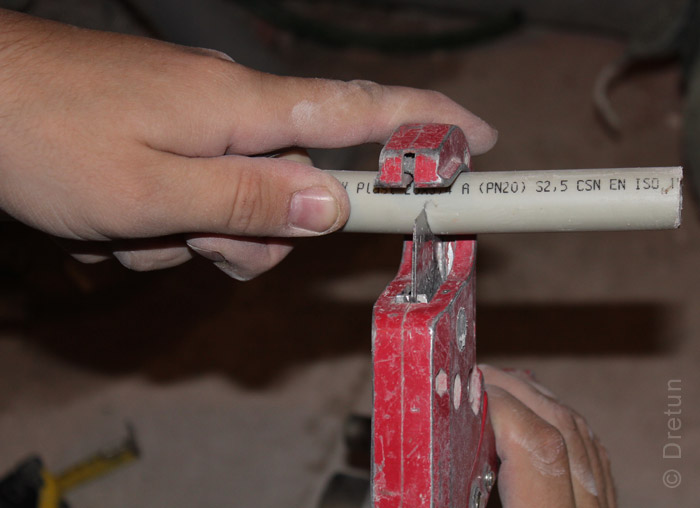
А иногда, с помощью ножниц не удаётся сделать ровный рез, например если надо отрезать всего сантиметр.
В таком случае можно прибегнуть к помощи болгарки.


Вот так выглядит труба армированная стеклом-волокном в разрезе. Зачищать и торцевать такую трубу не нужно, что не скажешь про алюминиевый слой.


Теперь разрежем спаянные элементы посмотрим, возможно ли эти соединения разъединитель.
Вверху серая труба спаяна с белой муфтой, а на снимке ниже серая с серой.

В обоих случаях видно сваренные элементы слиты в единое целое. Даже белый с серым. Отличия лишь визуально — цветом. Это сразу же ответ на вопрос, можно ли паять белый с серым. Можно.
Теперь глянем на переходную муфту в разрезе:
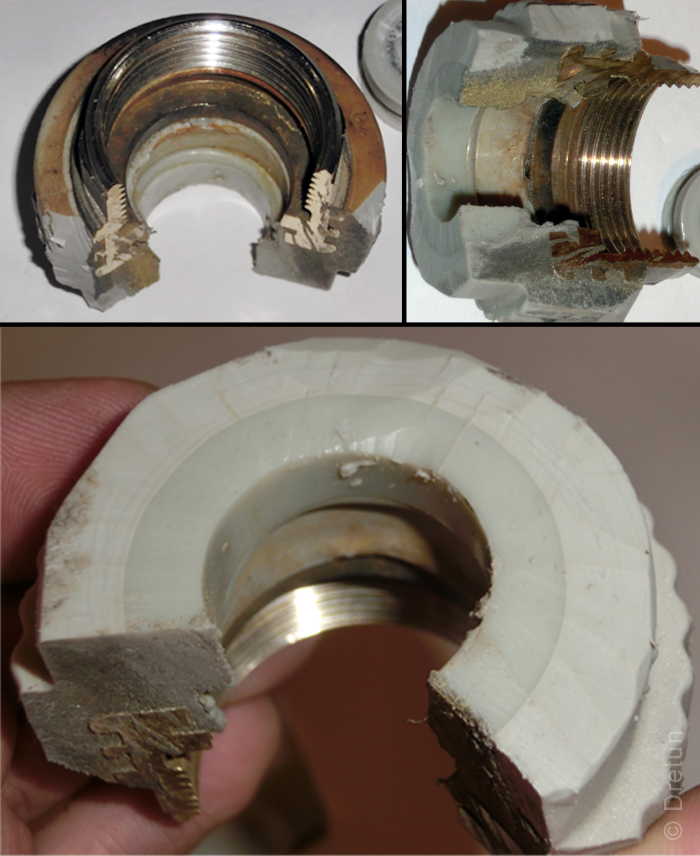
В этом случае труба была без армировки. Видно, что различия лишь по цвету, хотя производитель один и тот же. Само соединение разъединить невозможно и правильная пайка никогда течи не даст. По этой причине, такие соединения смело можно прятать в стены и в пол.
Вот вроде как и все ключевые моменты связанные с пайкой полипропиленовых труб.
Все вопросы касательно материала, пожалуйста в комментарии.
Ну и заключение несколько фото спаянных труб:


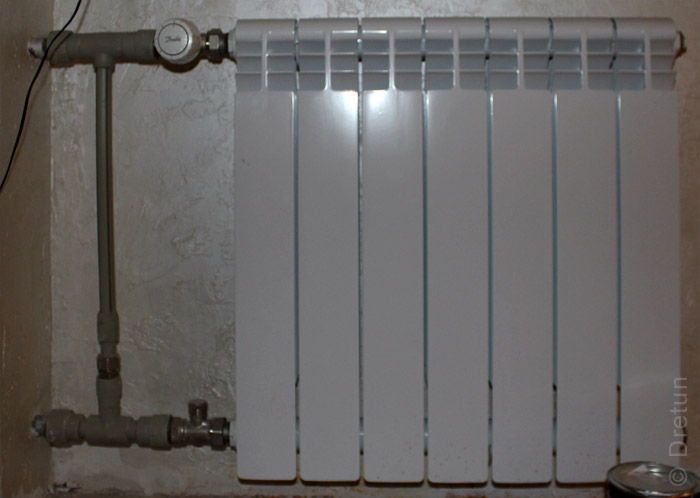



Для горизонтальной фиксации труб я использую клипсы

Для вертикальной трубы, где трубу надо закрепить жестко, используется специальный трубных хомут




{kind=link}